
Актуальность исследования. Пластовые месторождения полезных ископаемых, в частности угля, горючих сланцев, фосфоритов, преимущественно имеют сложную структуру с наличием в продуктивных пластах прослоев пустых пород или некондиционных включений. Разработка сложноструктурных месторождений без обеспечения необходимого уровня селекции при выемке приводит к существенным потерям полезного ископаемого и его разубоживанию. Повысить качество селективной выемки при разработке сложноструктурных пластовых месторождений позволяют технологии с применением карьерных комбайнов, однако наличие в ряде случаев в пласте прослоев прочных горных пород ограничивает возможность использования карьерных комбайнов и делает их работу малопроизводительной. Цель работы. Совершенствование технологии послойной отработки сложноструктурных пластов за счет применения модернизированного карьерного комбайна, обеспечивающего повышение эффективности рыхления прочных породных прослоев посредством их предварительной дезинтеграции с применением раствора поверхностно-активных веществ. Результаты. В статье предлагается технико-технологическое решение по разработке сложноструктурных пластов, сложенных породами, значительно различающимися по прочности, с применением карьерного комбайна, снабженного оборудованием для дезинтеграции прочных породных прослоев небольшой мощности путем формирования щелей с одновременной подачей в них раствора поверхностно-активных веществ. Модернизированный карьерный комбайн для обеспечения рациональных режимов рыхления полезного ископаемого и прочных породных прослоев снабжен фрезерным рабочим органом с изменяемой схемой расстановки резцов. Практическая значимость. Предлагаемое технико-технологическое решение может быть использовано при разработке сложноструктурных угольных пластов и позволит существенно повысить производительность карьерного комбайна при выемке прочных породных прослоев за счет их предварительной дезинтеграции, что обеспечит снижение себестоимости работ и позволит повысить рентабельность горного производства.
Предпросмотр статьи


Идентификаторы и классификаторы
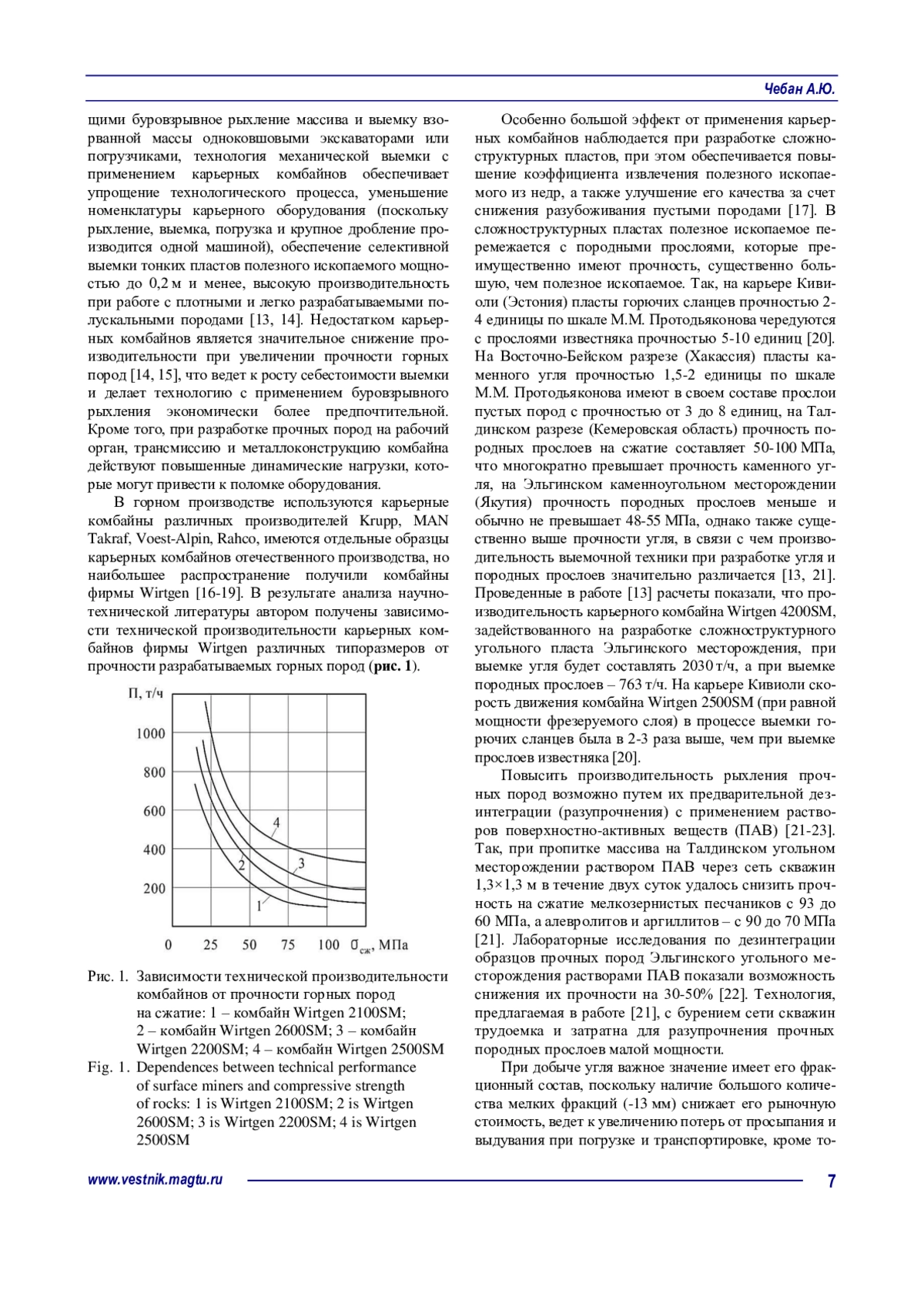
Особенно большой эффект от применения карьерных комбайнов наблюдается при разработке сложноструктурных пластов, при этом обеспечивается повышение коэффициента извлечения полезного ископаемого из недр, а также улучшение его качества за счет снижения разубоживания пустыми породами [17]. В сложноструктурных пластах полезное ископаемое перемежается с породными прослоями, которые преимущественно имеют прочность, существенно большую, чем полезное ископаемое. Так, на карьере Кивиоли (Эстония) пласты горючих сланцев прочностью 2- 4 единицы по шкале М. М. Протодьяконова чередуются с прослоями известняка прочностью 5-10 единиц [20]. На Восточно-Бейском разрезе (Хакассия) пласты каменного угля прочностью 1,5-2 единицы по шкале М. М. Протодьяконова имеют в своем составе прослои пустых пород с прочностью от 3 до 8 единиц, на Талдинском разрезе (Кемеровская область) прочность породных прослоев на сжатие составляет 50-100 МПа, что многократно превышает прочность каменного угля, на Эльгинском каменноугольном месторождении (Якутия) прочность породных прослоев меньше и обычно не превышает 48-55 МПа, однако также существенно выше прочности угля, в связи с чем производительность выемочной техники при разработке угля и породных прослоев значительно различается [13, 21]. Проведенные в работе [13] расчеты показали, что производительность карьерного комбайна Wirtgen 4200SM, задействованного на разработке сложноструктурного угольного пласта Эльгинского месторождения, при выемке угля будет составлять 2030 т/ч, а при выемке породных прослоев – 763 т/ч. На карьере Кивиоли скорость движения комбайна Wirtgen 2500SM (при равной мощности фрезеруемого слоя) в процессе выемки горючих сланцев была в 2-3 раза выше, чем при выемке прослоев известняка [20].
Список литературы
1. Трубецкой К.Н., Захаров В.Н., Галченко Ю.П. Природоподобные и конвергентные технологии при освоении минеральных ресурсов литосферы // Вестник Российской академии наук. 2020. Т. 90. №6. С. 560-566. EDN: URYZWD
2. Afum B.O., Ben-Awuah E., Askari-Nasab H. A mixed integer linear programming framework for optimising the extraction strategy of open pit - underground mining options and transitions // International Journal Of Mining Reclamation And Environment. 2019, vol. 34, no. 10, pp.700-724.
3. LaRoche-Boisvert M., Dimitrakopoulos R. An Application of Simultaneous Stochastic Optimization at a Large Open-Pit Gold Mining Complex under Supply Uncertainty // Minerals 2021, vol. 11, no. 2, p. 172.
4. Sekisov A., Rasskazova A. Assessment of the possibility of hydrometallurgical processing of low-grade ores in the oxidation zone of the Malmyzh Cu-Au porphyry deposit // Minerals. 2021, vol. 11, no. 1, pp. 1-11. EDN: YGVHFJ
5. Baninla Y., Zhang M., Lu Y., Liang R., Zhang Q., Zhou Yu., Khan K. A transitional perspective of global and regional mineral material flows // Resources, Conservation and Recycling. 2019, vol. 140, pp. 91-101. EDN: YKTFKX
6. Секисов А.Г., Шевченко Ю.С., Лавров А.Ю. Взрывоинъекционная подготовка руд к выщелачиванию // Фундаментальные проблемы формирования техногенной геосреды: сб. науч. ст. Новосибирск, 2012. С. 125-132. EDN: YROZDZ
7. Sekisov G.V., Cheban A.Y. Low-waste mining technology for structurally complex deposits with mixed-type process flows of ore extraction and processing // Journal of Mining Science. 2021. Т. 57. № 6. С. 978-985. EDN: PKAPDR
8. Щадов В.М. Открытая разработка сложноструктурных угольных месторождений Восточной Сибири и Дальнего Востока. М.: Изд-во Московского государственного горного университета, 2004. 298 с. EDN: RAYOSV
9. Азев В.А., Гартман А.А., Хажиев В.А. О технологических параметрах открытой угледобычи пологопадающих месторождений при роботизации автомобильного транспорта // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2022. Т. 20. №2. С. 5-12. EDN: MVJGUG
10. Чебан А.Ю. Совершенствование геотехнологии выемки тонких рудных тел с применением стрелового комбайна // Известия Тульского государственного университета. Науки о Земле. 2020. №1. С. 340-348. EDN: PCFALU
11. Mohd Im. Variation of production with time, cutting tool and fuel consumption of surface miner 2200 SM 3.8 // International Journal of Technical Research and Applications. 2016, no. 1, pp. 224-226.
12. Чебан А.Ю. Способ добычных работ для малых угольных разрезов с применением усовершенствованного карьерного комбайна // Горный информационно-аналитический бюллетень. 2019. №2. С. 36-42. EDN: VTMMOQ
13. Ермаков С.А., Иль А.П., Хосоев Д.В. Оценка эффективности применения комбайнов Wirtgen на Эльгинском каменноугольном месторождении // Горная промышленность. 2018. №6. С. 77-79. EDN: YUOKKD
14. Kumar C., Murthy V., Kumaraswamidhas L., Prakash A. Influence of cutting drum specifications on the production performance of surface miner under varied rock strength - some investigations // Journal of Mines, Metals and Fuels. 2016, vol. 64, pp. 181-186.
15. Чебан А.Ю. К вопросу об определении производительности карьерных комбайнов в различных условиях эксплуатации // Системы. Методы. Технологии. 2014. №3. С. 145-148. EDN: SYQVCD
16. Клементьева И.Н., Кузиев Д.А. Современное состояние и перспективы развития конструкций карьерных комбайнов для безвзрывной послойной выемки прочных пород // Горный информационно-аналитический бюллетень. 2019. №2. С. 123-128. EDN: VTMMRI
17. Улучшение качества минерального сырья при разработке сложноструктурных месторождений посредством модернизации рабочего оборудования карьерных комбайнов / А.Е. Бурдонов, А.Ю. Чебан, Н.П. Хрунина, К.В. Прохоров // Экология и промышленность России. 2017. Т. 21. №11. С. 4-9. EDN: XCCLHS
18. Palei S.K., Karmakar N.C., Paliwal P., Schimm B. Optimization of productivity with surface miner using conveyor loading and truck dispatch system // International Journal of Research in Engineering and Technology. 2013, vol. 2, no. 9, pp. 393-396.
19. Чебан А.Ю. Классификация конструкций карьерных комбайнов // Недропользование XXI век. 2015. №5. С. 64-69. EDN: UMTLGL
20. Пихлер М., Панкевич Ю.Б., Николаев Д.В. Первые результаты работы горного комбайна Wirtgen 2500SM на сланцевом карьере Kivioli (Эстония) // Горная промышленность. 2006. №3. С. 20-22. EDN: KWLUPL
21. Применение методов физико-химического разупрочнения массивов крепких пород при работе машин типа КСМ / А.Г. Кузнецов, Р.М. Штейнцайг, Г.Я. Воронков, А.И. Шендеров, А.А. Александров // Горная промышленность. 1997. №4. С. 3-7.
22. Панишев С.В., Хосоев Д.В., Матвеев А.И. Повышение эффективности разработки вскрышных пород и углей Эльгинского месторождения Якутии путем их разупрочнения с использованием поверхностно-активных веществ // Горная промышленность. 2021. №1. С. 98-104. EDN: MOEMGI
23. Чебан А.Ю., Секисов А.Г. Совершенствование технологии разработки сложноструктурных месторождений с применением комбинированной выемки руд // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2022. Т. 20. №3. С. 35-44. EDN: QUARQY
24. Maloletnev A.S., Mazneva O.A., Naumov K.I. Breparation of granulated domestic fuel from small coal fractions of the Moscow and Kansk-Achinsk basins // Solid Fuel Chemistry. 2012, vol. 46, no. 2, pp. 114-120. EDN: PDPVUP
25. Смагин В.П., Федорко П.В., Федорко Н.П. Анализ использования комбайна Wirtgen 2200SM при разработке сложноструктурных угольных пластов на разрезе “Черемховский” // Горная промышленность. 2015. №2. С. 74-76. EDN: TUYNNP
Выпуск
Другие статьи выпуска

Актуальность. В современных условиях промышленные предприятия нашей страны сталкиваются с необходимостью модернизации производственных процессов. Причины этого заключены в необходимости совершенствовать качество продукции, повышать ее технологические и конструктивные параметры и пр. В этой связи, особенно с учетом нестабильности экономической среды, наибольший эффект могут принести мероприятия в рамках технологического реинжиниринга. Анализ литературы показал, что большинство исследователей придают значение реинжинирингу административно-управленческих процессов в современных компаниях, не считая важным трансформацию производственных процессов. Именно это определяет актуальность исследуемой темы. Цель работы. В рамках данного исследования целью работы является анализ особенностей организации и проведения реинжиниринга технологических процессов на промышленном предприятии и разработка авторской методологии проведения реинжиниринга технологических процессов. Используемые методы. В статье используются общенаучные методы, прежде всего подходы и методы системного анализа и общей теории систем, анализ и синтез, а также сравнения и обобщения. Использование представленных методов позволило провести критический анализ точек зрения на особенности применения иерархических нейросетевых методов в контроле качества. Новизна. Представлена авторская методология проведения технологического реинжиниринга на промышленном предприятии. Результаты. Необходимость повышения качества изделий приводит к тому, что промышленные предприятия должны проводить технологический реинжиниринг. Ввиду отсутствия на данный момент единой точки зрения на методологию ее проведения была предложена авторская схема алгоритма процесса технологического реинжиниринга на промышленном предприятии. Практическая значимость. Результаты работы могут быть использованы на промышленных предприятий в рамках проведения реинжиниринга с целью повышения качества производимых изделий.

При обогащении ценных минералов отбраковывают породу, не соответствующую требуемому качеству. Глубокая переработка таких отходов диспергированием позволит наиболее полно их использовать в других отраслях. На сегодня процесс разъединения минералов достигается только поэтапным дроблением, а традиционные способы не обеспечивают однородность дисперсных частиц. Это объясняется тем, что у таких пород сложное трехосное напряженное состояние, а разрушение при диспергировании может происходить либо по плоскостям напластования, либо по плоскостям с критическим значением комбинаций напряжений, характерных для данного минерала. Анизотропная структура среды может быть трансверсальной и ортотропной со своими характерными топологическими картинами тензоров напряжений. Поэтому при диспергировании для каждого вида текстуры среды желателен свой конкурирующий механизм разрушения. А поскольку у анизотропных материалов нет предсказуемости в формировании «сетки» трещин, то при использовании традиционных методов диспергирования невозможно управлять размером дисперсных частиц. В реальном твердом теле всегда существует система пространственных микро- и макродефектов, статически распределенных в массиве тела и частично выходящих на его поверхность. Такие дефекты обладают высокой подвижностью и способны к коагуляции и аннигиляции из-за теплового движения молекул и механических напряжений. Следовательно, процесс деформации тела сводится к увеличению размеров и количества макро- и микродефектов. Новая концепция размерного диспергирования хрупких сред обоснована повышением объемной геометрической однородности получаемых дисперсных частиц. Это можно достигнуть путем введения в зону разрушения материала комплексного управляемого вибрационного воздействия в виде принудительных амплитудно-модулируемых колебаний рабочего органа конусной дробилки для одновременного формирования разветвленной сети глубоких и поверхностных трещин. Такой подход управления трещинообразованием позволит единовременно добиваться квазиоднородности дисперсного продукта, а однородная крошка способствует реализации воксельного (селективного) принципа укладки дисперсных частиц, применяемых в композитах, так как они теснее укладываются.

Постановка задачи (актуальность работы). Среднегодовой объем рынка металлообрабатывающего инструмента в России составляет 21 млрд руб. При этом современная ситуация характеризуется тем, что потребность в металлорежущем инструменте возрастает. Однако наблюдается негативная тенденция в снижении доли отечественного инструмента в общем объеме рынка. Если в 2017 году доля отечественного инструмента составляла 42%, то за 2022 год она снизилась до 25%. При этом существенной проблемой является контроль качества инструмента. Причем проблема усугубляется сжатыми сроками на подготовку производства. Также следует отметить, что организация крупных инструментальных производств требует очень больших материальных затрат и не всегда оправдана. Поэтому необходимо совершенствовать организационные и технологические аспекты в условиях мелких серий. Выходом в данной ситуации является использование экспресс-испытаний непосредственно при изготовлении инструмента. Цель работы. Cнижение сроков постановки на производство опытных партий монолитного осевого режущего инструмента из быстрорежущих сталей и твердых сплавов. Используемые методы. В работе использованы методы технологии машиностроения, испытаний на стойкость инструмента, нанесения износостойких покрытий. Рассматривается полный технологический процесс изготовления монолитного режущего инструмента, включая контроль качества и предварительные испытания. В работе рассматривается инструмент в диапазоне размеров (по диаметру) от 6 до 16 мм. Новизна. Разработан новый метод исследования - экспресс-испытания монолитного режущего инструмента, кроме того, получены новые данные в результате экспресс-испытаний. Результат. Разработанная методика экспресс-испытаний монолитного режущего инструмента, который позволяет повысить контроль качества монолитного режущего инструмента в условиях мелкосерийного производства. Практическая значимость. Разработанный метод экспресс-испытаний позволяет существенно сократить сроки технологической подготовки производства монолитного режущего инструмента за счет исключения необходимости производственных испытаний с последующей доводкой образцов. Кроме того, определены оптимальные режимы испытаний, которые обеспечивают сочетание адекватности результатов (по отношению к производственным испытаниям), а с другой - минимальное время испытаний.

Постановка задачи. В статье представлены результаты моделирования процесса холодного газодинамического напыления порошковых покрытий. Этот процесс заключается в формировании покрытия за счет деформации металлических частиц при высокоскоростном столкновении с твердой поверхностью. Сложность взаимодействия частиц и подложки при варьировании параметров процесса холодного газодинамического напыления обуславливает необходимость использования математического моделирования для прогнозирования возможности формирования покрытий. Цель работы. Разработать математическую модель потока газа и движения частиц при холодном газодинамическом напылении с учетом специфики существующих областей газового потока и размера частиц порошка. Используемые методы. Для расчета параметров газа внутри сопла Лаваля использованы изоэнтропийные формулы; расчет параметров напыляемых производили с учетом значений числа Маха и числа Рейнольдса. Новизна полученных результатов. Разработана математическая модель движения потока газа в процессе холодного газодинамического напыления. Данная модель позволяет точно рассчитывать расход газа в коротких хорошо профилированных соплах со сходящимся дозвуковым потоком. Разработана математическая модель для расчета параметров напыляемых частиц и определения их напыляемости. Теоретически показано, что параметры напыления в процессе холодного газодинамического напыления могут быть рассчитаны с учётом нормированных параметров скорости или энергии частиц. Практическая значимость. На основании разработанных математических моделей произведен расчет параметров холодного газодинамического напыления, влияющих на свойства получаемых покрытий для частиц размером от 5 до 45 мкм. Получены закономерности, определяющие возможность нанесения порошка определенной фракции, а также зависимости скорости и температуры частиц от их размера. Полученные результаты могут быть использованы для прогнозирования параметров холодного газодинамического напыления материалов с низкой температурой плавления.

Постановка задачи (актуальность работы). Для технологии получения горячедеформированных труб на трубопрокатных установках с раскаткой труб способом продольной прокатки на короткой оправке в диапазоне номинальных диаметров к толщине стенке D/S = 25-35 характерно появление продольных концевых дефектов. Попадание труб с данными дефектами после автоматического стана (или тандемного стана) в дальнейшие станы сопровождается ростом энергосиловых параметров процессов, а следовательно, ударными нагрузками на элементы клетей и привода станов. Цель работы. Оценка характера нагрузок, возникающих при разглаживании продольных концевых дефектов труб в обкатных машинах, посредством выполнения математического моделирования данного процесса, которое позволило определить нагрузки в течение процесса и получить окончательное формоизменение трубы после выхода из обкатной клети в зависимости от режимов обкатки. Используемые методы. Для объемной постановки задачи по определению напряженно-деформированного состояния материала трубы в очаге деформации используется программный комплекс трехмерного моделирования DEFORM, основанный на применении метода конечных элементов для задач пластического течения. Новизна. Разработка математической модели процесса обкатки труб после автоматического стана способом поперечно-винтовой прокатки на конической оправке, которая учитывает геометрию дефектного заднего конца трубы, образованного при раскатке на предыдущей стадии и напряженно-деформированном состоянии заготовки перед обкаткой, а также позволяет варьировать режим обкатки, выполнять моделирование для различных материалов (в том числе сталей групп повышенной прочности). Результат. Впервые получены данные по нагрузкам на инструмент для всех стадий процесса - от задачи заготовки в рабочую клеть, при установившемся режиме, а также в момент выхода трубы с попаданием дефектного конца между валками и оправкой, что приводит к пиковому возрастанию нагрузок. Практическая значимость. Модель может быть использована для получения новых данных о процессе обкатки.

Постановка задачи (актуальность работы). В настоящее время усиливается тенденция замены традиционных конструкционных материалов на композиционные. Высокие удельные механические свойства композитов позволяют проектировать легкие и надежные конструкции. Перспективным научным направлением является разработка композиционных материалов, повышающих механические характеристики за счет совершенствования внешней структуры и технологии изготовления. Технология изготовления композитов Al-Steel с волнообразными контактными поверхностями между алюминием и сталью позволяет обеспечить повышенную прочность соединения слоев. Для проектирования конструкций из композиционных материалов широкое распространение получили интегрированные пакеты конечно-элементных расчетов, позволяющие моделировать влияние различных нагрузок, геометрических размеров и материалов элементов в каждом слое на жесткость композитов. Цель работы. Целью работы является исследование влияния волнового профиля на деформирование слоистого композиционного образца. Используемые методы. С использованием программного комплекса SIMULIA/Abaqus получены кривые прогиба, а также распределения деформации и напряжений вдоль оси Z деформированной сетки по длине образца композита при различных схемах деформирования. Новизна. Впервые проведено моделирование процесса изгиба слоистого композита АМг3-08сп с плоской и волнообразной границами раздела. Результат. Установлено, что создание волнообразной границы раздела сталеалюминиевого композита позволяет обеспечить повышение жесткости изделия. На основании расчетных данных о распределении деформации и напряжений Мизеса в различных слоях композита показано, что причиной снижения величины деформации в композите с волнообразной границей раздела является перераспределение напряжений. Практическая значимость. Результаты исследования позволяют проектировать композиционные материалы с повышенной жесткостью.

Актуальность работы. При проведении анализа и совершенствования системы менеджмента качества организации важно учитывать результаты оценки качества предоставляемых услуг. Внедрение мероприятий по оценке качества услуг в систему менеджмента качества (СМК) организации позволяет получить необходимые данные для анализа и принятия управленческих решений, направленных на улучшение качества оказываемых услуг. Одним из широко распространённых методов оценки качества услуг является метод «SERVQUAL». Цель работы. Определение возможности применения метода «SERVQUAL» при оценке качества услуг в области обеспечения единства измерений (ОЕИ). Используемые методы. В работе проведена апробация метода «SERVQUAL» для оценки качества услуг в области ОЕИ. Новизна. Получены эмпирические данные о применении метода «SERVQUAL» для оценки качества услуг в области ОЕИ, проведен анализ полученных данных. Результат. На основе разработанных анкет для проведения оценки качества услуг в области ОЕИ определены значения критериев оценки качества оказания услуг с применением метода «SERVQUAL», проведено сравнение ожиданий и восприятий потребителя от оказания услуг, приведена интерпретация полученных данных. Авторами даны практические рекомендации по использованию данного метода для организаций, осуществляющих деятельность по оказанию услуг в области ОЕИ. Проведен SWOT-анализ для оценки возможности применения метода «SERVQUAL». Практическая значимость. Полученные в ходе исследования данные могут быть применены организациями, оказывающими услуги в области ОЕИ при разработке и внедрении мероприятий по оценке качества услуг в области ОЕИ в СМК организации.

Теория случайных процессов имеет обширное поле инженерных приложений. Особое место в этой науке занимают так называемые процессы гибели и размножения. Несмотря на биологическое происхождение данной терминологии этой теории, она с ходу вписывается в существующие технологические процессы. Статья представляет собой продолжение исследований, направленных на инженерное и технологическое приложение теории вероятностей и случайных процессов с целью построения эффективной системы менеджмента качества опасных производственных объектов металлургического предприятия. При анализе эксплуатации металлургических кранов различают несколько состояний - эксплуатация, авария, ремонт и др. В условиях металлургического производства стали становится невозможным прерывание производственного цикла, то есть если кран выходит из строя, его необходимо практически сразу заменить. Для обоснования технологических решений используется метод псевдосостояний процессов гибели и размножения. На основании известных подходов и моделей построена система дифференциальных уравнений Колмогорова, рассчитаны характеристики случайного процесса, математическое ожидание и дисперсия. Показано, что вероятности нахождения крана в стационарном режиме в псевдосостояниях распределены по закону Пуассона. Это показывает независимость распределения интервалов между событиями поступающих на замену кранов. Приведен абстрактный модельный пример расчета характеристик случайного процесса числа эксплуатационных единиц и их временных характеристик. Показано, что вероятность нахождения эксплуатационного состава металлургических кранов в течение года сохранится с вероятностью 0,9985. Предложенный подход может быть использован в текущей повседневной деятельности не только на металлургическом предприятии, но и на других, а также может найти отражение в нормативно-технической документации.

Постановка задачи (актуальность работы). Особенностью процессов системы менеджмента качества (СМК) является необходимость соответствовать как общим требованиям стандартов ISO 9000, так и требованиям, предъявляемым к конкретному процессу. Современный уровень развития производства характеризуется широким распространением и использованием цифровых технологий. В связи с этим весьма актуальным становится вопрос о том, как можно использовать цифровые технологии для решения задачи реализации требований стандартов ISO к процессам СМК. Цель работы и методы исследования. В статье исследуется применение системного подхода в задаче реализации ключевых положений менеджмента качества в цифровых двойниках процессов СМК. Системный подход дает возможность выявить базовые аспекты рассмотрения цифрового двойника процесса СМК, что позволит реализовать в цифровом двойнике процесса СМК как задачи управления производственным процессом, так и задачи управления улучшениями этого процесса. В качестве рекомендаций к разработке цифрового двойника процесса СМК можно привести необходимость учета вариабельности физических процессов и применение цикла PDSA для реализации научного подхода к улучшениям. Результаты. Предлагается использовать цифровой двойник процесса СМК в качестве инструмента реализации основного принципа менеджмента качества «Постоянное улучшение». Разработаны принципиальные положения, являющиеся обязательными при реализации всех процессов СМК и обеспечивающие удовлетворение требований стандартов ISO 9000 к процессам СМК. Практическая значимость. Имитационное моделирование, на основе которого изучается поведение процесса, позволяет значительно снизить затраты на тестирование улучшений процессов за счет того, что тестированию подвергается не реальный процесс, а его имитационная модель.

Постановка задачи (актуальность работы). Достижения последних лет в области управления термической обработкой стальной полосы на агрегатах непрерывного горячего оцинкования позволяют оптимизировать скорость линии под текущие производственные условия. Однако ошибки управления натяжением полосы при частых изменениях скоростного режима могут приводить к дефектам покрытия. Цель работы. Работа посвящена определению дефектов оцинкованного листового проката, появление которых может ограничить производительность агрегатов непрерывного горячего оцинкования вследствие проблем управления натяжением стальной полосы, и поиску причин возникновения таких дефектов. Используемые методы. Выполнен анализ данных о дефектах продукции одного из агрегатов непрерывного горячего оцинкования завода «MMK Metallurgy» в Турции. Для исключения влияния мешающих факторов при определении сопутствующих обстоятельств возникновения дефекта использовали стратификацию по мешающим параметрам, к которым отнесли вид дефекта, марку стали и толщину полосы. Для оценки воздействия факторов на частоту возникновения дефектов использовали тест Мантеля-Ханзела. Новизна. Анализ больших данных о дефектной и недефектной продукции за период порядка двух лет позволил применить стратификацию по многим мешающим факторам и выявить причины возникновения некоторых из дефектов. Результат. Определены допустимые и недопустимые дефекты, вероятность появления которых увеличивается с ростом скорости линии или уровнем её изменения. Показано влияние натяжения на вероятность возникновения этих дефектов и рассмотрены перспективы дальнейшего совершенствования систем управления натяжением стальной полосы. Практическая значимость. Полученные результаты являются основой дальнейшего совершенствования систем поддержки управления производством оцинкованного листового проката путем учета качества продукции.

В работе представлены исследования функционального материала для электронагрева с эффектом саморегулирования температуры на основе эластомера с нано- и микроразмерными проводящими добавками. Функциональное назначение наномодифицированного эластомера - применение в различных технологических приложениях: микроэлектроника, энергетика и автотранспортная техника. Исследования наномодифицированных эластомеров и синтезированных многослойных углеродных нанотрубок (МУНТ) проведены с помощью сканирующей и просвечивающей электронной микроскопии, энергодисперсионной спектроскопии, КР-спектроскопии, а также современных методов бесконтактного исследования температурного поля и анализа теплопроводности, температуропроводности и электрофизических параметров. Для модифицирования эластомеров использованы МУНТ, синтезированные с помощью каталитической системы Fe-0,7Co/2,1Al2O3. МУНТ представляют массив, который состоит из двух типов наноматериалов: крупных ориентированных УНТ и обвивающих их более мелких УНТ. Крупные нанотрубки характеризуются толщинами с небольшими колебаниями значений в пределах 35-50 нм, равномерной структурой и толщиной стенок, удельной поверхностью 290 ± 10 м2/г. Помимо прочего, внутри самих нанотрубок зарегистрированы одиночные вкрапления частиц катализатора протяженностью от 15 до 30 нм. Теплопроводность эластомеров, модифицированных МУНТ и микроразмерным железом, меняется с 2,88-1 до 3,36 ·10-1 при массовой концентрации железа от 1 до 8%, а температуропроводность меняется с 4,98-7 до 6,3-7 м2/с при той же массовой концентрации. Динамика изменения температурного поля имеет монотонно возрастающий характер с достижением температурного режима с максимальным значением 90,7°С. Представленный режим с питающим напряжением 13,5 В является оптимальным для эластомера с добавками Fe с массовой концентрацией 8 мас.% и МУНТ 1 мас.%, так как увеличение питающего напряжения до 15,8 В вызывает нагрев до 159°С, что является предельным значением термической устойчивости для матрицы эластомера. В случае меньшей массовой концентрации МУНТ (1 мас.%) возможны режимы работы с напряжениями до 30,3 В, при которых температура не превысит 74,2°С, однако общая мощность при такой концентрации МУНТ для нагревателя будет ниже. Установлено, что для композитов на основе микроразмерного железа и МУНТ характерен режим нагрева до 90°С в течение 114 с от начальной температуры с 25°С, при этом увеличение концентрации МУНТ до 8% приводит к росту температуры на поверхности до 150°С за 7,14 с от температуры 25°С. Структурно микроразмерное железо в эластомере встраивается в виде сферических включений.

Актуальность и цель исследования. В настоящее время (до недавнего времени) в России существовало несколько нормативных документов (ГОСТ), нормирующих химический состав, геометрические параметра и технические требования к арматурному прокату в прутках и бунтах, а также способу производства (горячая прокатка, горячая прокатка с последующим термическим упрочнением в потоке сортовых станов с использованием тепла предпрокатного нагрева, холодная прокатка и/или волочение горячекатаных заготовок) таких изделий разных классов прочности, специальных технологических свойств (свариваемость, сопротивление усталостным нагрузкам, сейсмостойкость и т. п.). Поэтому, учитывая опыт передовых промышленных стран, например европейский стандарт EN 10138, в России разработан и внедряется с 2018 года стандарт аналогичного класса - ГОСТ 34028-2016. Согласно требованиям указанных стандартов, выбор технологии изготовления арматуры определяет изготовитель. При этом необходимо учитывать выполнение требований заказчика к параметрам и свойствам арматуры с обеспечением высокого уровня служебных, эксплуатационных характеристик металлопродукции. Целью настоящих исследований является решение актуальной задачи обеспечения противоречивых комплексов свойств с минимальными затратами. Цель работы. Формирование микроструктуры и механических свойств арматурного проката в бунтах из двух- и мультифазной стали. Результаты. Исследованы режимы контролируемой прокатки на проволочной линии промышленного мелкосортно-проволочного прокатного стана, направленные на получение арматурного проката номинальным диаметром 6 мм периодического профиля в бунтах с двух(ферритно-мартенситной (бейнитной)-) и мультифазной (ферритно-мартенситно(бейнитно)-перлитной) структурой из марганцево-кремнистой низколегированной стали марки 18Г2С, микролегированной ванадием. Установлено, что показатели высоких прочностных и пластических свойств арматурного проката диаметром 6 мм в бунтах из исследованной стали σт = 530-550 МПа, σв = 785-885 МПа, δ5 = 15,0-29,0%, полностью отвечающие требованиям стандартов для арматурного проката повышенной прочности, достигаются в случае режимов с температурами виткообразования Тво в интервале 1020-1060°С, при которых в стали обеспечивается формирование особой мультифазной (ферритно-мартенситно(бейнитно)-перлитной) структуры. Выводы. Определены режимы контролируемой прокатки на проволочной линии промышленного сортового прокатного стана, обеспечивающие получение арматурного проката диаметром 6 мм (№6) периодического профиля в бунтах с двух- и мультифазной структурой из марганцево-кремнистой низколегированной стали марки 18Г2С, микролегированной ванадием. Установлено, что показатели высоких прочностных и пластических свойств арматурного проката №6 достигаются в случае режимов с температурами Тво в интервале 1020-1060°С, при которых в стали формируется мультифазная структура.

Постановка задачи. В современных условиях процесс контролируемой прокатки с ускоренным охлаждением широко используется в мировой практике прокатного производства. При разработке технологических режимов и освоении производства инновационных видов проката одной из важнейших научно-практических задач является выбор температурных параметров процесса и схемы охлаждения, обеспечивающих формирование требуемой структуры и свойств готовой продукции. Вместе с тем остается актуальной проблема прогнозирования температурного состояния металла и достижения заданных параметров обработки в промышленных условиях. Цель работы. Выбор схемы процесса ускоренного охлаждения рулонного проката на основе моделирования теплового состояния металла по сечению полосы. Используемые методы. Моделирование проведено в программном комплексе Deform-3D. В ходе исследования использована разработанная авторами модель расчета температурного поля, формируемого в процессе контролируемой прокатки и ускоренного охлаждения стали в условиях широкополосного стана горячей прокатки 2000. Модель учитывает процессы тепловыделения при прокатке, теплоотдачу валкам, а также охлаждение металла при контакте с водой и воздухом. Результаты. Предложена конечно-элементная модель, позволяющая прогнозировать скорость охлаждения и распределение температурного поля по сечению проката. На основе анализа результатов конечно-элементного моделирования выбрана схема охлаждения, предусматривающая последовательное включение в работу первых 19-ти секций установки. Это обеспечивает достижение требуемых режимов обработки с учетом конструктивных особенностей используемого оборудования. В ходе опытно-промышленной апробации показана высокая сходимость расчетных и экспериментальных данных. Погрешность полученных данных не превышает 3%.

В настоящей работе проведено математическое моделирование процесса резания параллельными ножами. Выявлено, что важно учитывать при проектировании процесса резания влияние сил резания на механические свойства металла разрезаемой полосы, форму и размеры режущих инструментов, а также условия процесса, что позволяет производить более точные расчеты для определения оптимальных параметров резания и подбора режущих инструментов с целью повышения производительности и качества процесса резания. Результаты работы позволили снизить расхождение расчетных и экспериментальных значений усилий резания на 30% по сравнению с серией экспериментов, использующих методику Королева А. А. В работе представлены экспериментальные данные по определению коэффициента надреза. Предложенный способ определения коэффициента надреза металлов является одним из методов исследования резания металлов. Он основан на использовании наклонных ножей при резке клиновых листовых образцов. Этот метод позволяет получить данные о геометрических параметрах зоны резания и повышает точность расчета усилий резания наклонными ножами. Точность определения коэффициента надреза является важным фактором в механике резания. Это позволяет рассчитать необходимые параметры режима резания для максимальной эффективности и минимальных потерь материала и времени. Кроме того, использование наклонных ножей при резке клиновых листовых образцов может быть полезным при тестировании новых материалов или при разработке новых инструментов для резания металлов.

Постановка задачи (актуальность работы). Резьбофрезерование является гибким и универсальным способом обработки резьбы, обладающим рядом преимуществ, повышающим надежность и возможность автоматизации процесса резьбонарезания. С переходом на станки с ЧПУ возросла и доля использования фрезерования резьб. Для повышения точности и качества резьбофрезерования необходимо прогнозировать силу резания, что позволит назначать обоснованные значения параметров инструмента и процесса резьбофрезерования. Существующие работы по резьбофрезерованию не позволяют с высокой точностью решить эту задачу в короткие сроки из-за упрощенного представления инструмента и проведения большого количества уточняющих экспериментов, а развитие инструментальных и обрабатываемых материалов требует увеличения объема проведения подобных работ, что требует разработки теоретической модели расчета силы резания при резьбофрезеровании. Цель работы. Разработать теоретическую модель для расчета составляющих силы резания при резьбофрезеровании однодисковой фрезой, что позволит оперативно производить расчет силы резания и проводить только подтверждающий расчетные значения эксперимент. Используемые методы. Теоретические исследования проведены с использованием основных положений теории резания материалов, аналитической геометрии. Геометрические модели выполнялись и проверялись при помощи программы Компас-3D. Расчеты проводились в программе PTC Mathcad Prime 3.1. Новизна. Предложенная в работе теоретическая модель силы резания учитывает сложную траекторию процесса фрезерования резьбы, геометрические параметры режущей части, сечение срезаемого слоя, механические свойства инструментального и обрабатываемого материала, износ инструмента и радиус округления режущей кромки, направление фрезерования. Результат. Работоспособность разработанной теоретической модели силы при резьбофрезеровании подтверждена экспериментальными данными, расхождение с которыми не превысило 15%. Практическая значимость. Предложенная теоретическая модель силы при резьбофрезеровании позволяет перейти к исследованию гребенчатых резьбовых фрез и решить такие задачи, как анализ конусности резьбы, исследование равномерности резьбофрезерования и управление амплитудой составляющих силы при резьбофрезеровании.

Электролитический хром обладает высокой коррозионной стойкостью, низким коэффициентом трения, высокой твердостью, жаростойкостью, высоким пределом текучести. Эти качества обеспечили процессу хромирования самое широкое применение во всех отраслях машиностроения. К специфическим отличиям процесса электролитического хромирования традиционно относят следующие: низкая рассеивающая способность электролитов хромирования и, как следствие, один из самых низких выходов металла по току, высокие плотности тока, высокая чувствительность процесса к режиму проведения процесса, необходимость применения нерастворимых анодов, использование токсичных соединений на основе шестивалентного хрома. В зависимости от условий проведения электролиза (температура электролита, плотность тока) можно получить осадки хрома, различные по своим физическим свойствам, главным образом по твердости и отражательной способности. Большое количество работ по электрохимическому хромированию относится к сталям, медным сплавам. В то же время перспективное направление хромирования поверхности титановых изделий изучено слабо. В настоящей работе предложены составы двух групп электролитов на основе соединений трех- и шестивалентного хрома в качестве базовых составов для исследования процессов электрохимического хромирования титановых изделий. Экспериментально определены величины плотности, вязкости, удельной электропроводности предложенных растворов. Выполнены вольтамперометрические исследования электрохимических процессов на титановом электроде в опытных электролитах. Установлено, что в изученных пределах изменения потенциалов титанового электрода процессы изменения валентного состояния хрома встречают существенные затруднения. Полученные результаты являются основой для более углубленной проработки вопроса о составе электролитов для электрохимического хромирования титановых изделий, экспериментального исследования особенностей кинетики осаждения хрома на титане методами экспериментальной электрохимии.

Основной целью данной работы является исследование использования моделей искусственной нейронной сети (ИНС) для проверки и прогнозирования прочностных свойств сухих и влажных песчано-глинистых смесей, используемых для формовки в процессах изготовления литых изделий. В качестве основного параметра, выражающего прочностные свойства песчано-глинистых смесей, использовали сопротивление деформации формы. В качестве выбранной структуры ИНС использовали персептрон с несколькими скрытыми слоями, в качестве метода обучения применяли метод с учителем с использованием экспериментальных данных. Определение синаптических весов производили с использованием базового алгоритма обратного распространения ошибки. Исследовали время обучения и результирующую точность ИНС для предсказания прочностного параметра песчано-глинистых смесей в зависимости от состава смеси, влажности и температуры. В результате исследования была сформирована структура персептрона нейросетевой модели и определены значения величин синаптических весов. Реализующая разработанную нейросетевую модель программа для ЭВМ позволила выполнить прогнозирование количественного влияния отдельных компонентов сырых и сухих песчано-глинистых смесей на их предел прочности на сжатие, который выражается через сопротивление деформации. Полученные результаты прогнозирования характеристик сравнивались с экспериментально полученными результатами других исследователей. Было установлено, что расчетные прогнозируемые данные по влиянию компонентного состава смеси на сопротивление деформации не противоречат экспериментальным данным. Исследования, проведенные с использованием разработанного программного обеспечения, позволили выполнить оценку прочности формовочных смесей с компонентными составами, которые ранее не исследовались. Это позволит расширить диапазоны оценки возможности образования горячих трещин в отливках.

Постановка задачи (актуальность работы). Роль угля в мировом энергетическом балансе, несмотря на ряд сложностей, остаѐтся высокой при росте объемов потребления, преимущественно странами Азии и Африки. Объемы добычи и экспорта угля из России будут возрастать за счѐт еѐ восточных регионов. Использование накопленных знаний о разработке крупных угольных месторождений позволяет организовать оценку и освоение новых объектов недропользования на более высоком качественном уровне. Цель работы. Анализ условий и опыта работы угледобывающих комплексов Кузбасса, КАТЭКа и Южной Якутии с позиций их последующего использования при освоении новых месторождений. Используемые методы. Анализ сведений о ресурсной базе, эффективности применяемых и планируемых к применению решений на предприятиях по добыче и поставкам угля потребителям. Синтез подходов к оценке и рациональному управлению крупными промышленными угольными комплексами. Новизна. Показано, что за основу крупных комплексов для открытой угледобычи повсеместно приняты наиболее значимые по запасам и качеству углей месторождения брахисин-клинального типа с благоприятными горно-геологическими условиями. Выявлено несоответствие ряда проектных решений реальным условиям функционирования комплексов и эксплуатации разрезов, особенно в части заявленной потребности в угле, сложности горно-геологических условий разработки, выбора типов горно-транспортного оборудования и способов осушения. Результат и практическая значимость. Отмечено, что ресурсная база угольных комплексов достаточна для устойчивой длительной добычи, но их потенциальные природные возможности не всегда используются в полной мере. Рассмотрены тенденции развития промышленных комплексов с использованием кластерного подхода как организационной формы взаимодействия всех субъектов освоения месторождений и создаваемых на их основе цепочек поставок угольной продукции.
Статистика статьи
Статистика просмотров за 2025 год.
Издательство
- Издательство
- ФГБОУ ВО МГТУ имени Г.И. Носова
- Регион
- Россия, Магнитогорск
- Почтовый адрес
- 455000, Челябинская область, город Магнитогорск, пр-кт Ленина, д.38
- Юр. адрес
- 455000, Челябинская область, город Магнитогорск, пр-кт Ленина, д.38
- ФИО
- Терентьев Дмитрий Вячеславович (РЕКТОР)
- Контактный телефон
- +7 (351) 2688594
- Сайт
- https://magtu.ru