
Никелевые сплавы применяются в различных отраслях благодаря привлекательным механическим свойствам. Никелевые сплавы также активно используются в аддитивном производстве для получения сложнопрофильных изделий. Метод прямого лазерного выращивания сопряжен с высокими скоростями нагрева и охлаждения, на которые можно влиять с помощью параметров выращивания, таких как мощность лазерного излучения и скорость выращивания.
Цель — получение диффузионно-кинетической модели для расчета размера интерметаллидной фазы при различных режимах прямого лазерного выращивания в никелевых сплавах.
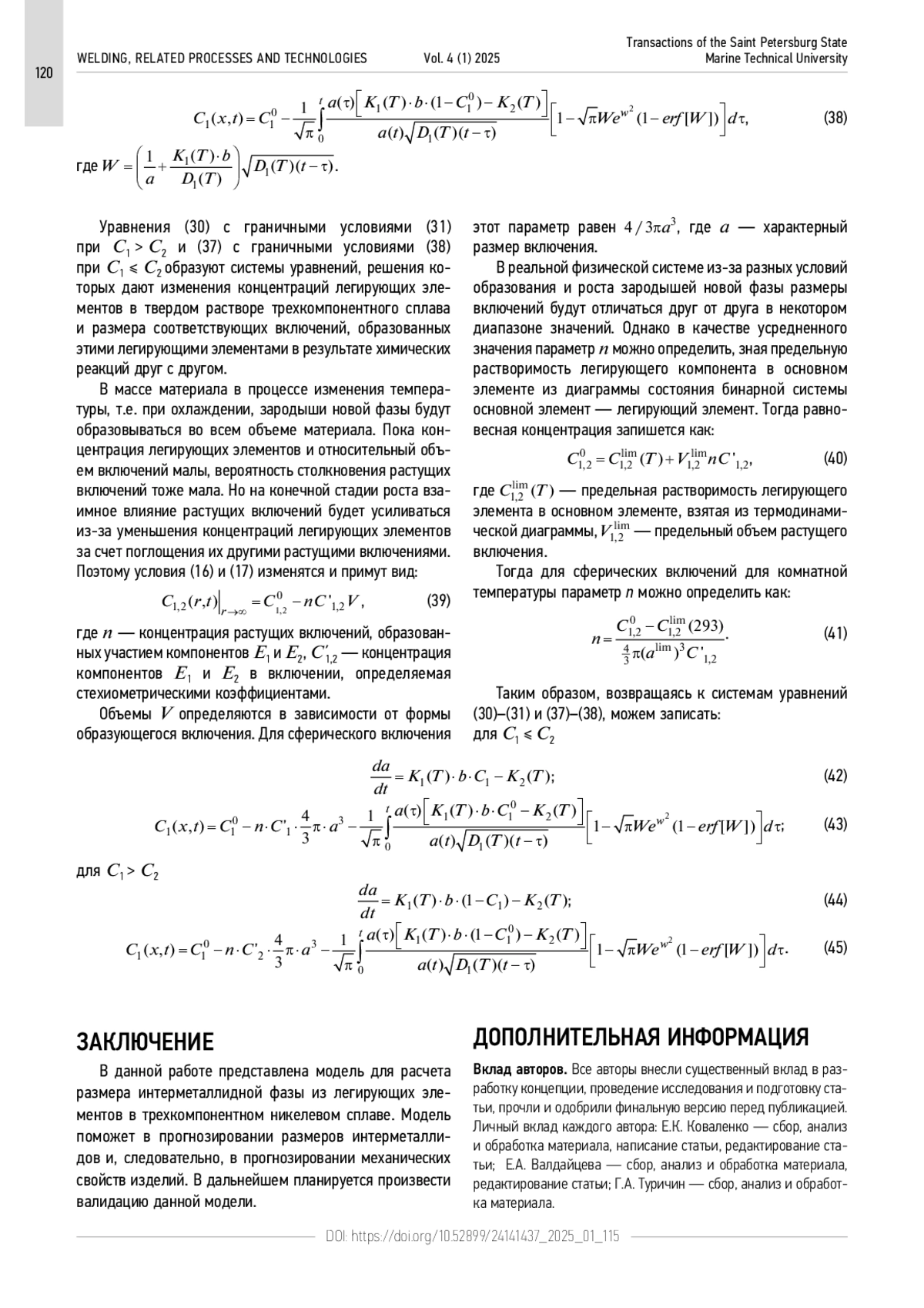
Материалы и методы. Рассмотрена модель для расчета размера интерметаллидной фазы в никелевом трехкомпонентном сплаве при условии химической реакции только легирующих элементов друг с другом.
Результаты. Расчет размера интерметаллидной фазы позволит прогнозировать механические свойства изделий при прямом лазерном выращивании до фактического получения изделий. Следующим шагом является валидация данной диффузионно-кинетической модели при условии химической реакции только легирующих элементов друг с другом.
Выводы. В работе представлена модель для расчета размера интерметаллидной фазы из легирующих элементов в трехкомпонентном никелевом сплаве. Модель поможет в прогнозировании размеров интерметаллидов и, следовательно, в прогнозировании механических свойств изделий.
Предпросмотр статьи

Идентификаторы и классификаторы
Жаропрочные сплавы на основе никеля находят широкое применение в аэрокосмической, энергетической, морской и автомобильной промышленности [1–3] благодаря своим технологическим и механическим свойствам, таким как высокие твердость, жаропрочность, усталостная прочность, вязкость разрушения, ударная вязкость, коррозионная стойкость, обеспечиваемым упрочняющими γ΄/γ˝ фазами.
Список литературы
1. Jinoop A.N., Paul C.P., Bindra K.S. Laser-assisted directed energy deposition of nickel super alloys: a review // Proc Inst Mech Eng Pt L J Mater Des Appl. 2019. Vol. 233, N 11. P. 2376–2400. doi: 10.1177/1464420719852658
2. Alves Ferreira A., Loureiro Amaral R., Correia Romio P., et al. Deposition of nickel-based superalloy claddings on low alloy structural steel by direct laser deposition // Metals. 2021. Vol. 11, N 8. ID 1326. doi: 10.3390/met11081326
3. Conduit B.D., Illston T., Baker S., et al. Probabilistic neural network identification of an alloy for direct laser deposition // Mater Des. 2019. Vol. 168. ID 107644. doi: 10.1016/j.matdes.2019.107644
4. Alves Ferreira A., Loureiro Amaral R., Correia Romio P., et al. Deposition of nickel-based superalloy claddings on low alloy structural steel by direct laser deposition // Metals. 2021. Vol. 11, N 8. ID 1326. doi: 10.3390/met11081326
5. Alekseev A.V., Valdaytseva E.A., Aleksandrov V.L. Modeling of the formation process of the coherent intermetallides in nickel alloys during laser treatment // Key Eng Mater. 2019. Vol. 822. P. 438–444. doi: 10.4028/www.scientific.net/KEM.822.438
6. Alekseev A.V., Turichin G.A., Klimova-Korsmik O.G., et al. Simulation of the Ni3Al intermetallic inclusion growth process during direct laser deposition using Ni-based superalloy powder // Materials Today: Proceedings. 2020. Vol. 30-3. P. 756–760. doi: 10.1016/j.matpr.2020.01.562
7. Lopota V., Turichin G., Valdaitseva E., et al. Theoretical investigation and modelling of intermetallic inclusions formation in laser treatment of Al-Mg alloys // SPIE Proc. 2004. Vol. 5399. doi: 10.1117/12.555548
8. Прохоров Н.Н. Физические процессы в металлах при сварке. Т. 1. Москва: Металлургия, 1976. 695 с.
9. Франк-Каменецкий Д.А. Основы макрокинетики. Диффузия и теплопередача в химической кинетике: Учебник-монография. 4-е изд. Долгопрудный: ИД «Интеллект», 2008. 408 с.
Выпуск
Другие статьи выпуска

В настоящее время алюминиевые сплавы нашли свое применение во многих отраслях промышленности, таких как аэрокосмическая, судостроительная, химическая, машиностроительная и пр. Внедрение технологии электродугового выращивания в производственный цикл изделий из алюминиевых сплавов позволяет значительно снизить временные и материальные издержки. Серьезной проблемой при использовании аддитивных технологий является анизотропия свойств. Как правило, в направлении наплавки слоев (вдоль оси X) свойства на растяжение выше, чем в направлении выращивания (вдоль оси Z). Одним из способов снижения уровня анизотропии является использование альтернативных стратегий выращивания. Данное исследование направлено на установление зависимости свойств материала от стратегии наплавки слоя.
Цель — исследование влияния стратегии наплавки слоя на формирование, структуру и свойства толстостенных элементов при электродуговом выращивании из алюминиевого сплава ER5356.
Материалы и методы. Для достижения поставленной цели были изготовлены образцы со следующими стратегиями наплавки: линейные колебания перпендикулярно направлению выращивания, линейные колебания под углом 45 градусов относительно направления выращивания, эллиптические колебания вдоль направления выращивания, а также змейка перпендикулярно направлению выращивания. В работе исследовались структура и механические свойства образцов, полученных электродуговым выращиванием с различной стратегией заполнения.
Результаты. С точки зрения формирования стратегии с линейными колебаниями под углом 45 градусов относительно направления выращивания (стратегия 2) и эллиптическими колебаниями вдоль направления выращивания (стратегия 3) в местах начала/завершения процесса имели нестабильности. Качество боковой поверхности у образцов 2, 3 и 4 находится на одном уровне, у образца 1 — чешуйчатость более выраженная. Минимальный уровень анизотропии равный 4 % был достигнут при использовании первой стратегии. Для трех остальных стратегии этот показатель находился в диапазоне от 10,2 до 14,2 %. Пористость образцов при всех четырех стратегиях не превышала 1 % по площади сечения. Снижение уровня механических свойств в направлении оси Z связано с наличием хрупких фаз на границах между слоями (стратегии 2 и 3) и несплавлением слоев между собой (стратегия 4).
Выводы. Полученные результаты показали, что стабильное формирование обеспечивают только стратегии с линейными колебаниями перпендикулярно направлению выращивания и со змейкой. В двух других наблюдаются нестабильные участки на краях образца. При этом качество боковой поверхности близко на всех четырех образцах. Также стоит отметить, что необходимый уровень механических свойств с малой анизотропией был достигнут только при использовании стратегии с линейными колебаниями перпендикулярно направлению выращивания.

Создание металлокерамических материалов представляет собой комплексную задачу, где управление структурно-фазовым составом играет ключевую роль в достижении требуемых физико-механических свойств. В работе изучается влияние температуры предварительного нагрева подложки на структурно-фазовый состав и микротвердость титаноматричных композитов, полученных методом прямого лазерного выращивания. Основной проблемой создания металлокерамических композитов является горячее растрескивание. Применение предварительного нагрева подложки является перспективным подходом к снижению термических напряжений и минимизации дефектов, таких как трещины и поры. Разработка технологий формирования бездефектных металлокерамических композитов имеет особую значимость для авиационной и аэрокосмической отрасли.
Цель — экспериментально исследовать влияние модуля предварительного нагрева подложки на фазовый состав, микроструктуру и микротвердость металлокерамического композита Ti-6Al-4V/B₄C, полученного методом прямого лазерного выращивания. На основе комплексного анализа продемонстрировать технологическую эффективность применения подогрева подложки для формирования металлокерамических покрытий без трещин и пор.
Материалы и методы. Для создания композитных материалов используется метод прямого лазерного выращивания с применением модуля предварительного нагрева подложки. Для комплексного изучения данного явления используется синхротронное излучение наряду с традиционными методами диагностики микроструктуры.
Результаты. Сравнительный анализ микроструктуры, фазового анализа и распределения микротвердости не выявил существенных изменений при использовании предварительного нагрева подложки.
Выводы. Экспериментальные данные позволяют сделать вывод о том, что предварительный подогрев подложки может быть использован как модификация метода прямого лазерного выращивания. Использование предварительного нагрева открывает возможность получения бездефектных композитов в широком диапазоне режимов лазерного воздействия.

В данной работе рассмотрена проблема подачи порошкового материала для систем лазерной наплавки в соответствии с требованиями цифровизации современного производства, представлен обзор существующих конструкций, их преимущества и недостатки. Целью обзора было по имеющимся литературным данным представить концепцию системы подачи порошка, повышающую общую технологичность, контроль и автоматизацию процесса наплавки. Рассмотрены основные проблемы систем подачи порошкового материала, приводящие к определенным технологическим трудностям современного производства и повышающие долю последующей механической обработки в технологическом процессе, а также пути решения проблем порошковой подачи материала в зону лазерной наплавки. Представлены ключевые аспекты, связанные с работой систем подачи порошкового материала, приводятся рекомендации для проектирования оптимальной системы подачи порошкового материала в зону лазерного воздействия, приближающей технологию порошковой наплавки к системам, соответствующим индустрии 4.0. На основе обзора предложена концепция системы подачи порошка, повышающая общую технологичность, контроль и автоматизацию процесса наплавки. Цифровизация процесса достигается за счет использования системы датчиков и снижения инерционности процесса подачи порошкового материала путем оптимизации конструкции подающего механизма и места расположения дозирующего узла в системе порошковой лазерной наплавки.

В России активно развиваются технологии электродугового выращивания и прямого лазерное выращивания, находящие применение в различных отраслях. Электродуговое выращивание привлекает внимание благодаря своей экономичности и использованию стандартной роботизированной сварочной ячейки.
Цель — исследование возможности применения CAM-системы СПРУТКАМ (CAM ― Computer Aided Manufacturing) для автоматизации процесса генерации управляющих программ для электродугового выращивания металлических изделий.
Материалы и методы. На примере изготовления реплики средневекового топорища продемонстрированы этапы подготовки 3D-модели, создания цифрового двойника оборудования, построения траектории движения инструмента и генерации управляющей программы.
Результаты. Полученная из СПРУТКАМ управляющая программа была загружена в контроллер робота-манипулятора и выполнена без ошибок. В результате выполнения управляющей программы была выращена заготовка топорища. Проанализированы результаты эксперимента, выявлены основные проблемы и предложены пути их решения.
Выводы. Исследование показало, что СПРУТКАМ может быть успешно использован для автоматизации процесса выращивания получаемых изделий, однако требует дополнительной настройки и оптимизации параметров.

Как правило, в специализированных работах исследуется влияние фазовых флуктуаций принимаемых сигналов в радиолокационных станциях с синтезированной апертурой антенной на разрешение по азимуту и точность определения азимута неподвижных движущихся наземных объектов при произвольных траекториях полета летательного аппарата без учета аддитивных помех.
Цель — определить степень влияния аддитивных помех и фазовых флуктуаций на разрешающую способность и точность определения азимута радиолокационной станции с синтезированной апертурной антенной при произвольной траектории движения летательного аппарата и наземных объектов.
Материалы и методы. Рассмотрено и проанализировано влияние фазовых флуктуаций и аддитивных помех на основные характеристики синтезированной апертурой антенны при произвольной траектории летательных аппаратов и наземных объектов.
Результаты. Получены соотношения для оценки разрешающей способности и точности определения азимута в радиолокационной станции с синтезированной апертурной антенной в условиях воздействия фазовых флуктуаций отраженного сигнала и аддитивных помех при произвольной траектории движения летательного аппарата и наземных объектов.
Выводы. Показано, что в условиях воздействия аддитивных помех математическое ожидание и дисперсия углового положения объекта, а также длительность выходного сигнала по угловому параметру зависят от соотношения энергетических характеристик этого шума и отраженного сигнала.

Довольно часто во многих задачах статистической радиотехники и радиофизики статистические выводы основываются не только на наблюдениях, но и на априорных предположениях об исследуемой ситуации, например, в виде тех или иных распределений в изучаемой модели. Как правило, в работах решается задача объединения независимых каналов обнаружения случайного сигнала на фоне случайной помехи независимой интенсивности в предположении нормальности всех случайных величин.
Цель — обнаружение случайного сигнала на фоне аддитивной помехи с негауссовским характером распределения при наличии обучающих неидеальных помеховых выборок на основе максиминного решающего правила при проверке гипотез.
Материалы и методы. В данной работе аналогичный вопрос исследуется для негауссовских нестационарных случайных величин при наличии обучающих неидеальных помеховых выборок.
Результаты. Задачу обнаружения решали на основе информации 2К независимых каналов. При этом в основных К каналах формируются выборки размером n комплексных амплитуд смеси сигнала и помехи, в дополнительных К каналах — выборочные значения помехи. Решение задачи осуществляется на основе максиминного решающего правила для проверки гипотезы H0 против альтернативы H1.
Выводы. Рассмотрен пример обнаружения случайного сигнала на фоне аддитивной негауссовской нестационарной помехи с плотностью распределения вероятностей, описывающейся законом Лапласа.

В настоящей статье рассматриваются вопросы создания и отработки алгоритмов управления ядерной энергетической установкой с использованием комплексных математических моделей, которые позволяют исследовать работу ядерной энергетической установки в различных динамических режимах, особенно на режимах пуска и расхолаживания, учитывая изменение агрегатного состояния жидкометаллического теплоносителя.
Цель работы состояла в обзоре опыта эксплуатации ядерных энергетических установок с жидкометаллическим теплоносителем и оценка применения комплексных математических моделей.
Проведен анализ литературы и интернет-ресурсов по выбранной теме.
В результате выполненных в последние годы исследовательских и научных работ подготовлена научно-техническая база для создания нового поколения ядерных энергетических установок с жидкометаллическим теплоносителем на инновационных решениях, обладающих повышенной ядерной и радиационной безопасностью, надежностью, улучшенными массогабаритными и эксплуатационными характеристиками. Для опережающей отработки ядерной энергетической установки и проведения комплексных испытаний и исследований до начала их серийного производства необходимо создавать комплексные математические модели. Каждый эксперимент с ядерной энергетической установки сначала отрабатывается на компьютерной модели. Это позволяет безопасно и с малыми затратами исследовать поведение реактора на различных режимах, включая аварийные, для последующей отработки алгоритмов управления.

Актуальность. Исследование системы управления движением безэкипажного катера актуально благодаря своему потенциалу для повышения экономической эффективности, безопасности и экологичности морской индустрии. Развитие таких технологий соответствует глобальным трендам цифровизации и автоматизации, а также стратегическим интересам государства. Исследование в этой области способствует созданию инновационных решений, которые могут быть применены в различных отраслях, от логистики до национальной безопасности.
Цель. В статье рассматриваются характеристики системы управления движением безэкипажного катера, разработка структурной схемы моделирования управляемого движения, а также получение результатов, которые могут быть использованы при проектировании конкретного безэкипажного катера.
Методы. В рамках исследования были использованы линейные и нелинейные функции управления движением катера, а также разработаны и преобразованы в структурные схемы математические модели.
Результаты. В процессе работы проанализированы характеристики системы управления безэкипажного катера.
Выводы. В результате исследования были разработаны математические модели системы управления движением безэкипажного катера, которые могут быть использованы при проектировании конкретного безэкипажного катера.

Активное развитие Арктической зоны России и Северного морского пути требует усиления мер безопасности. На Северном морском пути уже работают семь ледоколов, но патрульные корабли отсутствуют в Арктическом регионе. Для обеспечения национальной безопасности в Арктике необходимо в кратчайшие сроки построить суда для службы. При строительстве головных заказов возникают конструктивные и технологические изменения, что необходимо учитывать при планировании сроков строительства и времени на доработку документации. В данной статье рассматривается процесс перетрассировки трубопроводов системы на строящемся заказе после внесения изменений в эксплуатационную документацию головного заказа и, как следствие, корректировки рабочей конструкторской документации.
Цель ― выяснить, как процесс перетрассировки трубопроводов влияет на процесс постройки заказа.
Методы. В ходе написания работы были выполнены анализ литературных источников в области оптимизации судостроительного производства и производственный эксперимент с последующим сравнительным анализом.
Результаты. Устранение разночтений повлекло за собой изменения в графике строительства заказа.
Выводы. Несвоевременное внесение изменений в техническую документацию негативно влияет на сроки строительства. Производственный эксперимент позволил сделать выводы о важности осмотра проблемного участка всеми подразделениями и об актуальности применения автоматизированных систем.

В статье рассматривается процесс конденсации пара в конденсаторе энергетической установки. Конденсатор пара ― необходимый холодный источник в термодинамическом процессе энергетической установки, а также крупный, металлоемкий элемент, определяющий габаритные размеры энергетической установки. Новым техническим решением в вопросе повышения эффективности конденсатора пара круглой формы является предлагаемая конструкция ― винтовой трубный пучок конденсатора пара. Теплообменные трубки данного пучка имеют овальную форму и закручены по винтовой траектории.
Методы. Проводятся расчеты трубного пучка конденсатора пара с различными параметрами овальности и винтовой закрутки. Для расчета использовали новый алгоритм — послойный расчет трубного пучка. Трубный пучок конденсатора разбивается на слои конденсации по мере движения пара от периферии к центру. Для каждого слоя осуществляется расчет коэффициентов теплообмена, площади поверхности конденсации, температурных коэффициентов и количества сконденсировавшегося тепла.
Результаты. Полученные результаты сравнивали с характеристиками трубного пучка парового конденсатора с прямолинейными охлаждающими трубками.
Выводы. По результатам расчетного исследования ― максимального эффекта позволяет достичь совместное использование закручивания по винтовой траектории с изменением формы теплообменной трубки от круглого сечения до овального.

Анализ результатов проведенных аналитических исследований позволил утверждать, что существующие технологии не обеспечивают нарезание качественных внутренних резьб в изделиях судостроительного производства, изготовленных из труднообрабатываемых материалов.
Цель — создать современную 3D-технологию на основе конструирования прогрессивного резьбонарезного инструмента, в котором для обеспечения высокого качества нарезаемой резьбы необходимо разработать специальную схему резания с целью полного исключения трения боковых сторон зуба метчиковой части комбинированного инструмента зенкер-метчик с поверхностью нарезаемой резьбы, что обеспечит доступ в зону резания смазочно-охлаждающей жидкости, способствующей понижению температуры и смыванию с контактирующей части инструмента мелких частиц обрабатываемого материала, коробящих поверхности.
Методы. Для выполнения данной работы были применены методы эмпирического исследования: наблюдение, сравнение, измерение, эксперимент.
Результаты. Разработанная современная 3D-технология предоставила возможность автоматизировать процесс расчета основных параметров резьбонарезного инструмента и изготовления его в реальном производстве.
Выводы. Разработанная прогрессивная 3D-технология для создания современного процесса нарезания внутренних резьб в изделиях судостроительного производства, изготовленных из труднообратываемых материалов, и испытание ее в реальных производственных условиях позволили повысить качество и производительность выпускаемой продукции и решить главный вопрос ― автоматизировать процесс изготовления и импортозамещения.

В настоящее время на проектах подводных лодок самую большую группу исполнительных органов составляют дистанционноуправляемые клапаны, управление которыми осуществляется с помощью распределителей с электромагнитным приводом. Сравнительный анализ помогает выбирать варианты развития и оценивать альтернативы применения технических средств в обеспечение управления дистанционно-управляемыми клапанами.
Цель обзора было проведение сравнительной оценки используемых на подводных лодках четырехходовых распределителей с электромагнитным приводом в качестве технических средств для управления дистанционно-управляемыми клапанами. Результаты сравнительного анализа показывают в общей сложности однотипность по конструктивным и техническим характеристикам, а также по принципу действия используемых в настоящее время распределителей, что является предпосылками к созданию нового типа распределителей, обладающих меньшими габаритами и улучшенными характеристиками, что позволит оптимизировать размещение оборудования в крайне насыщенных различными техническими средствами отсеках подводных лодок.

Одной из причин повышенной вибрации роторного оборудования является потеря стягивающей нагрузки между подшипниковым узлом и фундаментом, что может быть вызвано дефектами крепежных элементов, такими как износ резьбы, ослабление затяжки, коррозия, усталость металла и другие. Такие дефекты ведут к росту вибрации, ухудшению работы оборудования и его преждевременному износу. Для предотвращения таких негативных последствий в вибродиагностике существует методика, позволяющая установить наличие дефектов в крепежных элементах на основе анализа коэффициентов, однако доступные источники указывают на отсутствие дифференцированного подхода к различным видам дефектов крепежных элементов. Нет экспериментальных данных, подтверждающих эффективность этой методики для обнаружения конкретных типов дефектов в рамках общей категории.
Цель — оценка эффективности данного метода для установления факта наличия дефекта в крепежном узле, вызванного ослаблением натяжения винта, соединяющего лапу стойки подшипника с фундаментом.
Материалы и методы. Применен вибродиагностический метод, основанный на анализе коэффициентов, для выявления дефектов в крепежном узле, вызванных ослаблением затяжки крепежного винта. В рамках исследования была проведена экспериментальная проверка методики, основанной на анализе коэффициентов, представляющих собой отношение общих уровней вибрации на конструктивных частях подшипникового узла и фундаменте.
Результаты. В ходе экспериментов измерялось среднеквадратическое значение (СКЗ) виброскорости в трех плоскостях на различных компонентах имитационного стенда АР7000 посредством анализатора СД-21 и датчика вибрации AP40. Полученные данные использовались для расчета коэффициентов, характеризующих состояние крепления. Наиболее информативными для диагностики крепежных узлов роторного оборудования являются коэффициенты, рассчитанные как отношение СКЗ на корпусе подшипникового узла к СКЗ на фундаменте в горизонтальной и вертикальной плоскостях, а также отношение СКЗ на лапе стойки подшипника к СКЗ на фундаменте в вертикальной плоскости. Только эти коэффициенты позволяют достоверно устанавливать наличие дефектов креплений при ослаблении затяжки крепежных винтов.

В отечественном машиностроении вопросы импортозамещения весьма актуальны. В последнее время при оптимизации конструктивно-технологических параметров элементов энергетических машин получили тонкостенные криволинейные поперечные сечения. Методика расчета прочностных характеристик для тонкостенного замкнутого профиля аналогична общераспространенным для расчета массивных профилей, однако для расчета сечений с незамкнутыми тонкостенными криволинейными профилями она ограниченно применима, ввиду несовпадения центра кручения с центром масс площади сечения.
Цель — представить некоторые особенности деформированного состояния узлов и деталей различных энергетических машин и механизмов, имеющих незамкнутые тонкостенные криволинейные профили, работающих при различных видах деформации.
Методы. Описана методика разработанного универсального алгоритма для автоматизированного расчета основных жесткостных характеристик деформируемых открытых тонкостенных криволинейных профилей с определением центра изгиба-кручения. Рассмотрены варианты определения этих характеристик для прямолинейных тонкостенных и сложных тонкостенных криволинейных сечений элементов.
Результаты. Разработанная экспериментальная установка позволяет определять положение силовых плоскостей, линия пересечения которых задает положение центра изгиба, описана методика проведения экспериментов. Представлены экспериментальные данные по определению центра изгиба для произвольного открытого тонкостенного профиля, по которым построены графические зависимости влияния положения силовой плоскости и отклонения положения поперечного сечения от вертикального. Высокое совпадение теоретических и экспериментальных данных указывает на надежность разработанного алгоритма и программного обеспечения.
Выводы. На основании сопоставления расчетных теоретических координат с экспериментальными данными сделан вывод о высокой точности расчета разработанной электронной программы. Разработанная программа — не только эффективный инструмент для проектирования и расчета, но и может быть полезной для научных исследований, связанных с конструированием элементов машин и оборудования.
Статистика статьи
Статистика просмотров за 2025 год.
Издательство
- Издательство
- СПБГМТУ
- Регион
- Россия, Санкт-Петербург
- Почтовый адрес
- Россия, 190121, Северо-Западный Федеральный округ, Санкт-Петербург, улица Лоцманская, дом 3
- Юр. адрес
- Россия, 190121, Северо-Западный Федеральный округ, Санкт-Петербург, улица Лоцманская, дом 3
- ФИО
- Туричин Глеб Андреевич (РЕКТОР)
- E-mail адрес
- office@smtu.ru
- Контактный телефон
- +8 (812) 7140761
- Сайт
- https://www.smtu.ru/